
ACC remains committed to adopt responsible practices to drive operational efficiency and ensure optimum manufacturing performance. Along with the adoption of advanced technology for improving process efficiency, the Company strives to reduce energy and resource consumption through the integration of Waste Heat Recovery Systems (WHRS) and Alternative Fuels. It enables ACC to aim for full ESG compliance, enhance cost competitiveness and drive its sustainability efforts across the manufacturing value chain.
Focus Areas
| Capacity Expansion |
Enhancing Efficiency |
Sustainable Manufacturing |
Quality Improvement |
|---|---|---|---|
|
Development and Key Initiatives
|
|
|
|
|
Key Performance Indicators
140 MTPA
Targeted Capacity of the Adani Cement Group by FY 2027-28
` 4.06 crore
R&D Spend for Adani Cement |
85.7 MW WHRS
Capacity in FY 2024-25
10.5% TSR
in FY 2024-25 |
18%
Overall Energy Consumption powered by Renewables and Green Energy
58.2%
Clinker Factor |
100%
Compliant with BIS Parameters
100%
of our Plants are ISO-certified |
Material Topics
- 1 Capacity Utilisation and Current Demand
- 2 Land Acquisition for Mines and New Operations
- 3 Energy Efficiency
- 4 Compliance to Regulatory Requirement
Stakeholders Impacted
-
 Suppliers
Suppliers
-
 Employees
Employees
-
 Government and Regulatory Bodies
Government and Regulatory Bodies
-
 Construction Professionals
Construction Professionals
SDGs Impacted




Overview
The Company effectively utilises its physical infrastructure, including land, buildings, production plants, leased mines, heavy machinery, equipment, furniture and fittings, to support and streamline its daily operations.
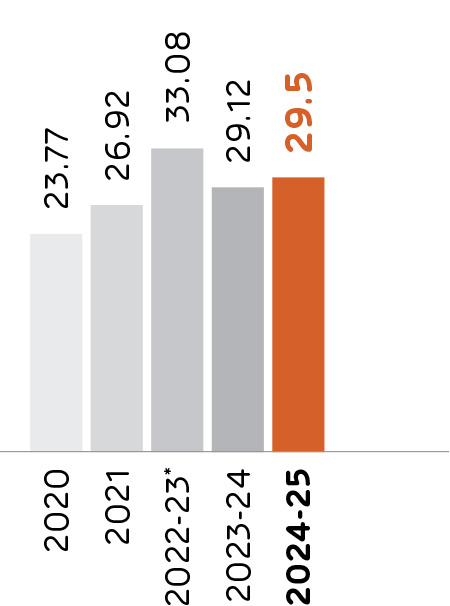
Clinker Production
Cement Production
Manufacturing Highlights of FY 2024-25
Captive Power Generated (Mn Units)
Thermal Substitution Rate (TSR) achieved
WHRS Generated
(Mn Units)
Cement
Specific Electrical Energy Consumed
Clinker Factor
Renewable and Green Energy Consumed
Specific Thermal Energy Consumption
ACC’s Value Chain

|
|
|

|
|---|
| Raw Material Sourcing | Raw Material Preparation | Clinker Production | Cement Grinding and Blending |
|---|---|---|---|
|
ACC extracts essential raw materials like limestone, clay and laterite from quarries. The Company’s advanced mining techniques ensure the sustainable extraction of these resources while minimising environmental impact.  |
Once extracted, the raw materials are crushed and grounded into fine powder to ensure homogeneity. These materials are then blended in precise proportions using automated systems to achieve the desired chemical composition required for ACC cement. |
The blended raw material is fed into rotary kilns, where they are subjected to extremely high temperatures (1400– 1500°C) to form clinker, the key intermediate product in cement manufacturing. To ensure sustainability, ACC invests in alternative fuels and energy-efficient kilns to reduce greenhouse gas emissions and energy consumption. |
The clinker is cooled and mixed with gypsum and other additives before finely grinding it in advanced grinding mills. This stage leads to the production of different types of cement, catering to diverse consumer needs. |
Development
The Company is committed to become the lowest-cost cement manufacturer and has continued to make substantial investments to strengthen its market presence, with a focus on improving efficiency, enhancing cost competitiveness, and promoting environmental sustainability to secure a competitive edge.
Capacity Expansion
ACC is undertaking multiple
capacity expansion projects across
its locations. The grinding unit at
Sindri is undergoing a 1.6 MTPA
expansion and is in the final stages
of completion and commissioning.
Meanwhile, the Salai Banwa grinding
unit is expanding its capacity by
2.4 MTPA. Although civil work is
still underway, major equipment
for production has already been
delivered to the site. Additionally,
the Company's blending unit at
Kalamboli has started civil work and
secured major equipment supplies
for its 1.0 MTPA expansion. ACC aims
to complete the expansions at
Salai Banwa by
Q2 FY 2025-26 and
Kalamboli by Q3 FY 2025-26.
ACC pursues a balanced combination of greenfield and brownfield projects. The Company’s expansion roadmap integrates a strategic blend of organic and inorganic initiatives, ensuring sustainable and accelerated growth. Land acquisition and statutory approvals for all projects are currently underway with these assets expected to be powered by Waste Heat Recovery Systems (WHRS) and Alternative Fuels and Raw Materials (AFR), ensuring high energy efficiency and full compliance with ESG standards.
Capacity Expansion at Sindri
Capacity Expansion at Salai Banwa
Capacity Expansion at Kalamboli

|
|

|
|---|
| Packaging and Storage | Logistics | Sales and Technical Assistance |
|---|---|---|
|
Once the cement is produced, it is packaged into bags or loaded in bulk, depending on customer requirements. ACC has deployed proper storage facilities to ensure the product retains its quality by preventing exposure to moisture and other contaminants. |
ACC ensures that cement reaches distributors and construction sites promptly through its world-class logistics. Cement is transported via road, rail or sea, depending on proximity and volume, with ACC leveraging advanced tracking systems to optimise delivery routes and minimise costs. |
The Company relies on extensive market research and branding to differentiate its offerings. ACC has built strong relations with distributors, contractors and end-users, ensuring a robust market presence. The Company also provides technical assistance to customers. |
Raw Material and Fuel Security
To ensure self-sufficiency, ACC is acquiring coal and limestone mines which will enable the Company to meet a substantial amount of its requirements. ACC has acquired a coal mine in Madhya Pradesh during the year and is well-positioned for the future. With abundant limestone reserves and coal for fuelling its plants, the Company remains on the right track to expand its growth trajectory.
Energy
ACC is in the process of implementing several green energy contracts that are aligned with the Group’s broader sustainability objectives.

Capitalising on Ambuja's Focus on Renewable Energy
As a subsidiary of Ambuja Cements Limited (ACL), ACC is expected to benefit from ACL’s commissioning of a 200 MW solar power project in Khavda, Gujarat, as well as 99 MW wind power project, as a key part of its ambitious 1 GW renewable energy strategy.
Out of the remaining 707 MW of solar and wind power, 70% projects are slated for completion by June 2025, and the balance by December 2026.
Logistics
The Company aims to significantly reduce logistic costs through digitalisation and a lead distance reduction of approximately 100 km, which is expected to be achieved through optimum plant and warehouse footprints. This effort is supported by the Company’s M&A activities and the deployment of specialised Bogey Covered Fly Ash/ Cement (BCFC) rakes, secured through long-term contracts for streamlining fly-ash sourcing. The Company is also pioneering efforts for improving marine logistics in the cement industry by capitalising on its extensive coastal footprint. It enables ACC to achieve sustainable growth, reduce emissions, handle larger volumes and lower overall logistics costs.
Transforming Key Processes
The Electronic Proof of Delivery (ePOD) system has improved invoicing accuracy and efficiency, substantially reducing processing times and document management costs, while significantly boosting customer satisfaction. The new ePOD system is transforming the logistics industry by enhancing efficiency and transparency. It eliminates paper-based processes, reducing administrative overhead and minimising errors. The multi-channel confirmation process provides dealers with exceptional flexibility, streamlining delivery confirmations across different platforms. Additionally, the ePOD vendor billing portal improves vendor relations through transparent, fast payment mechanisms. Real-time tracking offers full visibility to both dealers and vendors, ensuring a seamless, touchless experience that simplifies freight bill submission via the portal.
Initiatives Driving ACC’s Logistics Journey
| Go Direct | ACC continues to implement digital solutions for optimising the supply chain, expanding the fleet capacity for D2C delivery. |
| Agile and Automated Logistics Infrastructure | ACC has advanced its in-plant automation by implementing advanced vehicle tracking, reducing truck turnaround times and significantly enhancing dispatch capacity. The Company is also actively working towards reducing lead distances by 100 km through optimising plant and warehouse footprints. |
| Commercial Excellence | The Company leverages advanced scientific models to optimise operations and strategically renegotiate freight and handling rates. It improves cost efficiency and profitability. By integrating an electronic proof of delivery system with real-time tracking and a touchless freight billing process, it enhances logistical transparency, simplifies delivery confirmations and ensures seamless vendor payments. |
| Push Towards Low-Cost Green Energy | The Company has continued its transition from diesel to compressed natural gas and electric fuels, reducing the Company’s carbon footprint while improving logistics sustainability and cost efficiency. |
| Real-time Demand and Supply Optimisation | Integrated state-of-the-art digital tools for real-time order processing, ensuring optimal source matching based on cost-effectiveness and service quality. The Cement Network Operating Centre further boosts operational efficiency and excellence. |
| Digital Transformation | ACC has strengthened its centralised logistics control tower, enabling real-time performance monitoring and proactive decision-making to drive operational excellence. The implementation of AI-enabled fleet management systems with 98% GPS coverage has improved customer tracking, logistics efficiency and cost savings through strategic route planning. |
| Coastal Logistic Infrastructure | ACC has a fleet size of 14 dedicated sea vessels which enables the Company to dispatch 3 million tonnes of cement annually, significantly reducing carbon emissions, while operating across 11 strategically located terminals. |
Adani Cement's Leadership in Logistics
Bulk Cement Terminals
Specialised BCFC Rakes to be Deployed for Increased Efficiency
Owned GPWIS Rakes
BCFC Rakes Ordered, of which 6 BCFC Rakes Inducted in a Single Year

Leading the Future of Marine Logistics
For ACC and its parent company, Ambuja Cements Limited, marine logistics is central to operational excellence. By expanding its strategic coastal footprint, the Company enhances efficiency, extends reach and strengthens customer engagement.
Pioneering bulk cement transportation via coastal shipping in India, ACC handles large volumes with unmatched cost efficiency. Through digitisation, optimised lead distances, and alternative fuels, the Company strives to reduce emissions and build a greener future. Leveraging the Adani Group’s expertise in port infrastructure, ACC ensures seamless and sustainable transportation of cement and clinker. ACC's leverages the strategically located Bulk Cement Terminals (BCTs) of its parent company - Ambuja Cements Limited to enable rapid, cost-effective distribution across peninsular India while subsequently reducing emissions.


Driver Management Centres
ACC has established best-in-class Driver Management Centres (DMCs) at each plant, staffed by dedicated safety professionals, to ensure the safety and well-being of the drivers associated with the Company. These centres provide defensive driver training, GPS monitoring, and behaviour-based safety counselling, while also promoting road safety awareness through campaigns and stakeholder involvement.
Beyond safety, DMCs prioritise drivers’ health with regular check-ups, eye screenings, nutritious meals, clean rest shelters and hygienic sanitation facilities. Recognising drivers as the backbone of the business, the Company treats them and their families with utmost respect and care. By enhancing road safety and improving drivers' lives, DMCs create a ripple effect of positive change, securing futures, safeguarding society and embodying the Company’s commitment to progress and goodness.

Driving Efficiency and Safety through In-Plant Automation Initiative
The Digital In-Plant Automation initiative is a transformative project which aims to optimise logistics and enhance safety by equipping trucks with GPS and implementing a robust Safety Dashboard. Initially launched at the Jamul site, this initiative has been cascaded to other cement plants, driving significant operational improvements. While real-time GPS tracking ensures adherence to designated routes and safety protocols by trucks, the Safety Dashboard offers comprehensive fleet insights, incident reporting and clear operational visibility.
This project reflects the Company’s commitment to its ‘Growth with Goodness’ philosophy which helps to balance operational efficiency with stakeholder well-being. In its first year, the initiative minimised route deviations, corrected freight distances and ensured On-Time- In-Full (OTIF) dispatches.
Overcoming Challenges
Encouraging fleet owners and transporter unions across various states to adopt GPS and Radio Frequency Identification (RFID) technologies posed a significant challenge, requiring careful planning and collaborative engagement. Initial resistance stemmed from concerns over cost and the perceived complexity of implementation. To address these apprehensions, the focus shifted to demonstrating the tangible benefits of efficient fleet management, highlighting improved tracking, reduced losses, and enhanced operational control. The breakthrough came with the decision to offer GPS devices at little to no cost, easing financial concerns and fostering trust. As a result, fleet owners quickly recognised the system’s value in identifying inefficiencies and optimising performance, leading to widespread adoption.
Benefits
The initiative has created seamless linkages between sales, logistics, plants, dealers, fleet owners and end customers. The Safety Dashboard now ensures real-time fleet monitoring, resource optimisation and incident reporting. By leveraging AI for data accuracy, even in remote areas, the system minimises errors and ensures timely updates.
GPS implementation has improved safety, efficiency and fleet management while aiding theft prevention and regulatory compliance. Fleet owners have reported significant recoveries due to real-time tracking, further enhancing trust and adoption. Customer satisfaction has also improved, as accurate tracking enables better communication on delivery timelines.
Plants of the Future
The Company has embraced world-class manufacturing standards by incorporating advanced technologies, optimising production processes and maintaining stringent quality control measures. It continues to focus on enhancing operational efficiency, reducing costs and minimising its environmental impact.
Clinker Production
Volume
(MMT)
Cement Production
Volume
(MMT)
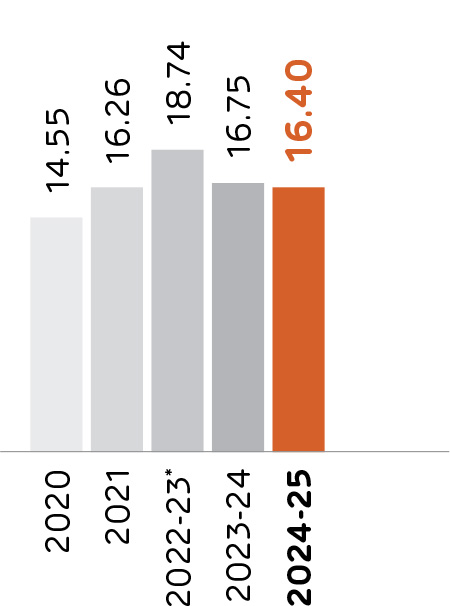
Thermal
Substitution Rate
(%)
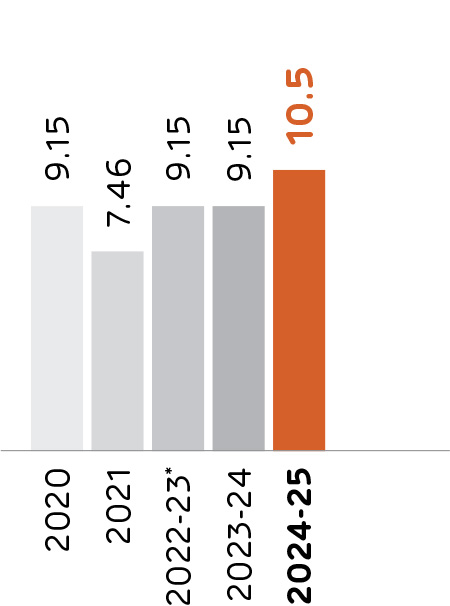
*The Company had changed its financial year ending from December 31 to March 31. FY 2022-23 was for 15 months (January 01, 2022 - March 31, 2023). Therefore, the data for FY 2023-24 and FY 2024-25 is not comparable with the figures for the 15 months year ended March 31, 2023.
Key Projects in FY 2024-25
As part of the comprehensive ‘Plants of the Future’ programme, ACC has introduced a series of digital initiatives designed to transform manufacturing processes. These initiatives focus on digitalisation to enhance production quality, including:
Improving Fuel Quality
The Company has undertaken key initiatives to improve fuel quality across its plants, ensuring operational efficiency and sustainability. The integration of Gross and Net Calorific Value (GCV/ NCV) measurements with the Laboratory Information Management System (LIMS) enables accurate, real-time tracking of fuel quality. Similarly, integrating Coal Testing Methods (CTM) with LIMS has streamlined testing processes, enhanced reliability and reduced turnaround times. Additionally, a Heat Accounting application for coal tracks its heat value from procurement to consumption, maximising energy efficiency and minimising waste.
Enhancing Reliability
To enhance operational reliability, ACC has implemented IoT-based vibration analytics, allowing real-time equipment monitoring to predict failures and enable proactive maintenance. An app-based Work Breakdown Structure (WBI) reporting system ensures efficient maintenance tracking, improving resource utilisation and team coordination. These innovations significantly reduce downtime and enhance productivity across operations.
Advanced Packing Solutions
The Company introduced advanced packing solutions to enhance efficiency and accuracy. Cement Bag Tracking systems provide end-toend visibility, reducing inventory losses and improving supply chain transparency. In-plant logistics optimisation ensures timely material movement, while AI-powered CCTV systems detect print anomalies and help to count bags.
Revolutionising Processes and Production
Leveraging AI, ACC introduced a Chat GPT-based solution operator for real-time production support and implemented High-Level Control (HLC) systems for kiln mills to optimise performance and energy efficiency. These advancements improve product quality, reduce costs and align with sustainability goals.
Holistic Digital Integration
The successful digital integration of Asian Cement added to the Company’s capacity. Advanced in-plant automation solutions, including vehicle tracking, weighbridge automation and intelligent Delivery Order (DO) allocation, were also implemented to optimise operations.
Digital Innovations
Digital projects such as the Technical Information System (TIS) Chatbot, an intelligent virtual assistant streamlining support and interactions and Industrial Tabs, rugged devices have enhanced field operations with real-time data access. These tools improve decision-making, operational efficiency and user experience.
Enhancing Safety and Security
The Company has made strides towards safety with the inclusion of a Visitor Management System for secure access, Safety Kiosks to provide resources and training and AI-driven video analytics for detecting hazards in real time. Additionally, an Automated Change System ensures swift updates to safety protocols.
Strengthening Operational Technology (OT) Security
ACC has deployed a cutting-edge OT observability solution, providing real-time visibility and proactive threat detection. This advancement has significantly strengthened ACC’s cybersecurity framework while enhancing the reliability and continuity of its manufacturing operations.
Enhancing Efficiency
ACC is dedicated to investing in key areas of its operations, aiming to become one of the most cost-competitive cement manufacturers in the country. Its strategic initiatives include reducing the clinker factor, enhancing energy efficiency and optimising raw material and fuel blends. The Company is also focused on improving power sources and increasing the use of alternative fuel and raw material in its manufacturing processes. These efforts collectively support ACC's commitment to operational excellence and sustainability.

Optimising AFR Usage at Jamul
During FY 2024-25, Jamul Cement Works achieved a significant milestone in Alternative Fuel (AFR) usage, increasing its TSR to 13.5% through a mechanised feeding system. The AFR grew from 0.56% in 2018 to 2.5% in 2022. The team’s goal is to surpass 17% AFR usage while maintaining clinker production levels.
During the monsoon period, challenges arose due to high moisture materials causing frequent jamming of the AFR feed chute. To resolve this, the team optimised the flap operation timing and introduced air blasters at jamming locations to prevent material accumulation. This initiative aims to improve kiln efficiency and reduce heat consumption.
Technical Centre of Excellence
The Technical Centre of Excellence (CoE) has been established to advance Chairman Gautam Adani’s commitment to achieving Zero Carbon emissions in the Cement Business. The CoE is dedicated to enhancing reliability, productivity, and efficiency across manufacturing processes. By integrating best-in-class processes and systems, the CoE will play a pivotal role in new product development and the technical evaluation of upcoming projects and potential acquisitions, ensuring alignment with the overall business strategy.

Product Quality Management
ACC proudly upholds the highest product quality standards through a robust quality management system. The Company has a state-of-the-art cement and concrete R&D lab in Navi Mumbai, showcasing its focus on innovation. Embracing sustainability, ACC maximised low-grade limestone usage and replaced natural gypsum with cost-effective by-products without compromising quality. Advanced techniques improved blended cement quality across all plants, reduced carbon footprint and enhanced market-driven product development.
Automation in testing and benchmarking has ensured data accuracy and standardisation, demonstrating ACC's commitment to continuous improvement and operational excellence. As industry pioneers, ACC drives future-focused initiatives and advanced energy management for a sustainable future. With a focus on cost optimisation and responsible growth, the Company is dedicated to delivering high-quality cement at competitive prices, thereby enhancing long-term stakeholder value.
of our plants are ISO Certified
Drone Monitoring
The Company continuously adopts latest technology to drive its manufacturing operations. Drones have been effectively deployed across various plant use cases, including ultrasonic thickness measurement for chimneys and ducts and inspection of structure welding and bolting in areas such as preheaters, conveyor structures and clinker silo domes. Thermal imaging is utilised for monitoring cyclones and other hot areas, while stockpile volumetric measurements are conducted for both covered and uncovered stockpiles.
Drones also enhance safety by inspecting Personal Protective Equipment (PPE) usage, monitoring critical activities during shutdowns and ensuring effective housekeeping. They assist in area mapping and contouring within mines, bolster security and perform confined space inspections in cyclones, silos, kilns and chimney internals. Additionally, drones are employed for internal and external area surveys, including truck monitoring and facilitating inspections in areas that are challenging to access through walk-bys.

Drone Surveillance Enhances Plant Efficiency at Sindri
A drone-based plant visit at Sindri was conducted to improve operational oversight and enhance asset management. The drone provided excellent visibility, covering critical areas such as plant equipment, storage yards, railway tracks, weighbridges and the plant colony. Material deposits were found on the belt conveyor gallery shed, requiring immediate cleaning and Galvanised Iron (GI) sheet replacement to ensure optimal functionality.
The initiative brought several benefits, including access to hard-to-reach areas, real-time footage sharing, and enhanced safety compliance through Automated Workforce Monitoring System (AWMS) implementation. It enabled inspections of SILO tops, air preheaters and spontaneous coal combustion in storage yards, ensuring the implementation of preventive measures. Additionally, it facilitated surveillance for theft prevention, cleanliness and colony maintenance while supporting damage assessments during unforeseen situations. This innovation is aligned with the Company's focus on operational excellence and asset protection.

Cost Efficiency
ACC has introduced several initiatives to optimise costs across its operations. Fuel cost optimisation has been achieved through the use of alternative fuels and strategic negotiations. The efficient management of the Captive Power Plant (CPP) has resulted in significant cost savings. Furthermore, a consolidated approach to transportation and logistics has contributed to further cost reductions. These combined initiatives are strengthening the Company’s cost competitiveness while ensuring long-term sustainability and maintaining high standards of efficiency.
ACC has undertaken several initiatives to drive cost efficiency and sustainability. To reduce fuel costs, alternative fuel usage is being enhanced through the installation of Chlorine Bypass Systems and additional shredding systems. Electricity costs are being optimised with the installation and commissioning of Waste Heat Recovery Systems (WHRS) across all viable kiln systems. Heat energy consumption is being lowered by replacing inefficient clinker cooler systems with modern, high-efficiency alternatives, improving heat recuperation and reducing fuel usage.
Additionally, electrical energy consumption is being curtailed through the installation of high efficiency drives and motors, alongside process audits, benchmarking and optimisation measures to enhance grinding and clinkering efficiency. Lastly, productivity improvements are being driven by high-level control systems, supported by cutting-edge technologies such as Vision Analytics, to enhance the performance of kilns and mills.
ACC Chanda’s WHRS Project
At ACC's Chanda Unit in Chandrapur, Maharashtra, an 18 MW Waste Heat Recovery System (WHRS) was implemented, achieving the highest power generation efficiency among industry peers at 48 KWh/tonne of Clinker. Innovative design elements, including dual inlet tapings from the cooler and hot air recirculation, maximised heat utilisation, boosting power output. Space constraints were overcome by installing a single boiler at the pre-heater fan outlet, efficiently capturing waste heat.
Despite challenges such as structural modifications, space limitations, foundation overlaps and adverse weather conditions, the project was successfully executed through meticulous planning and innovative problem-solving. The team's proactive approach in material storage, logistics and workforce management ensured efficiency. Effective coordination, strategic planning and teamwork played a crucial role in overcoming obstacles, optimising timelines and ensuring the seamless execution of this landmark sustainability initiative.

Mining
The Company’s commitment to sustainable operations is reflected in its efforts to enhance equipment productivity, reduce environmental impact during mining activities, and optimise fleet operations through strategic negotiations and minimal stock rehandling. To improve efficiency and sustainability in its mining operations, the Company has implemented the following measures:
Initiatives Optimising ACC's Mining
| Eco-friendly mining | Utilising no-blast techniques with surface miners in coastal areas. |
| Zero waste mining | Adopting policies to maximise resource efficiency. |
| Enhanced safety standards | Implementing rigorous safety measures throughout mine development and operations. |
| Worker safety & health | Deploying mining equipment designed to minimise occupational hazards. |
| Resource optimisation | Blending low-grade and high-grade materials to extend mine life and optimise resource use. |
| Conservation efforts | Prioritising the sustainable use of minerals, water, and other natural resources. |